






















































Sudarea aliajelor din titan cu ajutorul consumabilelor speciale dedicate.
Modalitati de lucru pentru sudura titanului cu baghete de titan dedicate.
Ce este titanul ?
Titanul și aliajele sale oferă rezistență excelentă la coroziune la acizi, cloruri și sare; un interval de temperatură de lucru foarte mare ; și cel mai mare raport de rezistență-greutate al oricărui metal.
De exemplu, gradul cel mai utilizat de aliaj de titan, ASTM Grade 5 (Ti-6Al-4V), are o rezistență la curgere de 120.000 psi și o densitate de 282 lb / ft3. În comparație, oțelul ASTM A36 are o rezistență la curgere de 36.000 psi și o densitate de 487 lb / ft3, în timp ce aluminiu 6061-T6 are o rezistență de curgere de 39.900 psi și o densitate de 169 lb / ft3.
Pe scurt, titanul este cu aproximativ 45% mai usor decat otelul, cu 60% mai greu decat aluminiu si mai mult de trei ori mai puternic decat oricare dintre ele. Cu toate ca este mai scump in faza inițiala de achizitie , titanul scade costurile ciclului de viață datorită duratei sale îndelungate de viață și costurilor reduse (sau inexistente) de întreținere și reparații.
Pe lângă aplicațiile militare, alte utilizări comune pentru acest metal ușor rezistent la coroziune și rezistență la coroziune includ cele pentru industria aerospațială, marine, chimice, instalații de procesare, generare de energie, extracție de petrol și gaze, medicină și sport.
Gazul de protectie este extrem de important in sudarea titanului.
Titanul vine dintr-o familie de metale numite metale reactive, ceea ce înseamnă că au o afinitate puternică pentru oxigen. La temperatura camerei, titanul reacționează cu oxigenul pentru a forma dioxid de titan. Acest strat pasiv, impermeabil rezistă interacțiunii ulterioare cu atmosfera înconjurătoare și conferă titanului faimoasa rezistență la coroziune. Stratul de oxid trebuie îndepărtat înainte de sudare, deoarece se topește la o temperatură mult mai mare decât metalul de bază și deoarece oxidul poate intra în bazinul de sudură topit, creează discontinuități și reduce integritatea sudurii.
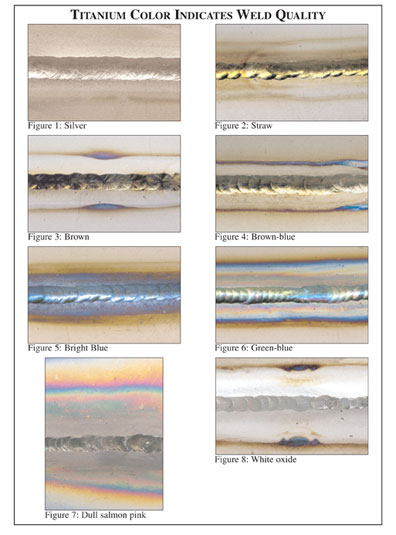
Atunci când este încălzit, titanul devine foarte reactiv și se combină ușor cu oxigenul, azotul, hidrogenul și carbonul pentru a forma oxizi (cele mai cunoscute culori ale titanului provin de la o grosime diferită a stratului de oxid). Absorbția interstițială a acestor oxizi strică sudura și poate face partea inutilă. Din aceste motive, toate părțile zonei afectate de căldură trebuie să fie protejate de atmosferă de protectie argon 100% până când temperatura scade sub 400 ° C.
Recomandam sa testati înainte de a începe fiecare sesiune de sudare "reală" !!! Evitati contaminarea cu ulei de pe degete, lubrifianți, vopsea, etc . Atunci când lucrați cu titan, urmați cele trei pasi de sudare: curat, curat, curat ! Păstrați o zonă de lucru curată, una liberă de praf, , sa nu va miscati excesiv pentru a creea curenti si a nu interfera aerul cu gazul de protecție. Curățați metalul de bază , curățați bagheta de umplere și purtați mănuși când manevrați bagheta de adaos. Curatarea / degresarea se face cel mai comod cu acetona .
 |
 |
| Pentru sudarea titanului, folosiți un tungsten ceriat cu 2% (pentru a accesa lista cu electrozi de wolfram - click aici) deasemenea folositi amperaje cat mai mici (este indicat cel mai mic aperaj care iti poate permite realizarea unui arc optim. Utilizați o duza de gaz cu un diametru mai mare pentru a distribui uniform gazul și a crea un flux neted de gaz . Lista de pistoleti TIG o regasiti aici. |
 |
 |
| Pentru a asigura acoperirea gazului de protecție pe pe toate partile a zonei de sudat , marea majoritate a sudorilor își fabrică propriile blocuri de purjare a gazului din tablă poroasă din cupru și din oțel inoxidabil. Cuprul poros acționează ca o lentilă de gaz, distribuind uniform gazul. Setați debitul de gaz optim pentru blocurile de purjare a gazului , cat si pentru pistolet . |
 |
| In lipsa unor camere compacte de gaz (a se vedea si filmuletele noastre de pe Youtube) , creeati camere de argon , cu ajutorul foliilor de hartie , prin care sa furnizati gaz continuu , sau realizati incaperi care sa asigure mentinerea gazului de protectie , fiti inventivi .... Urmariti si filmuletele noastre de pe Youtube , unde sunt prezentate o serie de modalitati de realizare a incintelor de gaz , sau modalitati de introducere a gazului in diferite tevi din titan , etc . |
 |
| Pentru aplicații exigente și în cazul în care exista piese complexe care trebuiesc să fie sudate, luați în considerare o cameră de sudura asistată prin aspirație. Acest model utilizează o platformă din oțel cu porturi pentru mănuși și are o cupolă hemisferică din plexiglas pentru vizionare. După introducerea pieselor, o pompă de vid îndepărtează rapid aerul, iar camera este umplută cu gaz inert pentru sudare. Sau introduceti argonul lasand orificii mici , care sa dea posibilitatea evacuarii aerului atmosferic , si sa fie inlocuit de argon 100%. |
 |
 |
Mai întâi, selectați bagheta potrivită de adaos pentru a se potrivi cu gradul de material. Tipul de material propus de noi , are o aplicabilitate extrem de mare . Propunerea noastra este un aliaj de grad 2 titan, fiind cel mai uzitat Il puteti achizitiona de aici : La cerere, putem furniza si baghete de titan grad 7 - contactati-ne . Apoi, utilizați o cârpă fără scame și acetonă sau metil etil cetonă (MEK) pentru a curăța bagheta de adaos chiar înainte de sudare (după curățare, depozitați acetona într-un loc sigur înainte de sudare! Citiți, de asemenea, măsurile de siguranță ale producătorului). Pentru a preveni contaminarea tijei de adaos sau a materialului ce urmeaza a fi sudat , purtați întotdeauna mănuși când manipulați titanul. |
 |
Pentru a preveni pătrunderea contaminanților în baia de sudură prin intermediul baghetei de adaos (observați decolorarea de la capătul tijei de mai sus), prin taiere indepartati aceea mica zona , înainte de fiecare utilizare. Depozitați baghetele de adaos într-un recipient etanș când nu le utilizați.. |
 |
Pentru a indeparta stratul de oxid înainte de sudare, utilizați un șlefuitor de presare cu un instrument de debavurare cu carbură pentru a pregăti marginile îmbinării. Nu utilizați instrumentul pentru nimic altceva decât titanul. Urmați curățarea mecanică prin curățare cu o cârpă fără scame și acetonă . |
 |
|
Pentru a ține dispozitivele de purjare a argonul în poziție corecta în timpul sudării, luați în considerare un aranjament / dispozitiv de prindere similar celui prezentat aici. Orificiile din masa de sudura permit sudurilor si blocurilor de purjare sa fie fixate intr-o mare varietate de pozitii.
 |
 |
Observați varietatea blocurilor din oțel inoxidabil prin care se introduce gazul (argon100%). Daca prezinta interes, acceseaza si categoria noastra de butelii , sau echipamentelor profesionale pentru sudura TIG. Orificiile din masa de sudura fac mult mai usor pozitionarea dispozitivelor de purjare/introducere a gazului , deoarece permite accesul liniilor de gaze din partea de jos. Important este ca in lipsa unei incinte/camere care sa asigura un mediu 100% de argon , sa fiti inventivi , si sa bricolati de asa natura incat zona de urmeaza a fi sudata sa fie acoperita cat mai mult de gazul de protectie (argon100%) |
 |
 |
| După oprirea arcului, țineți pistoletul în poziție astfel încât gazul de protecție la curgere continuă să răcească sudura până când temperatura scade sub 400 ° C. In felul acesta evita ca la temperaturi mari piesei , sa intre in contact cu aerul atmosferic si sa apara oxidul pe suprafata piesei , care va afecta sudura ulterior . |
 |
Pentru a menține temperaturile intercalate sub pragul critic de 400 ° C, este recomanda sa utilizați un indicator de temperatură în infraroșu. De asemenea, sudați la cel mai scăzut nivel de amperaj care produce încă fuziune completă. În cele din urmă, nu incercati ca sa sudati repede , deoarece aceasta este o cauză principală a porozității și a defecțiunilor de sudură in cazul titanului. |
 |
| Fața și partea inferioară a sudurii, care au fost protejate corespunzător, nu prezintă nici o dovadă de contaminare. |
 |
| Spatele sudurii indică o sudură complet inacceptabilă. Observați gradul progresiv de contaminare. Sudurile cu astfel de contaminare nu pot fi reparate: eliminați întreaga piesă sau tăiați și îndepărtați complet secțiunea contaminată. |
 |
| Atunci când adăugați bagheta de adaos , asigurați-vă că capătul tijei rămâne în interiorul zonei de gaz de protecție. Evitati sa o scoateti din zona respectiva , deoarece asa cum se specifica mai sus , la temperaturi de peste 400gC , in contact cu aerul atomosferic vor aparea oxizi pe capatul baghetei , care vor duce la contaminari . |
 |
 |
Acest tip de sudare se poate folosi cu brio pentru aplicatiile de reparatie a tobelor de esapament si galeriilor din titan.
Nu ezitati sa ma contactati, deoarece va pot oferi tot suportul ca sa puteti realiza o aplicatie ca la carte !!
Un week-end placut de sf de Noiembrie va doresc ! :-)
7 Comentarii
Buna seara,
ma intereseaza sa sudez o piulita de titan pe o evacuare titan la o motocicleta.
Va rog sa imi ziceti daca se poate executa si cam ce pret
Multumesc
Buna seara, noi avem in gama si in stoc baghetele speciale de titan cu care sa puteti realiza sudura la galeria de titan a motocicletei. Problema este ca noi nu realizam aplicatiile practice in sine, ci doar consiliem clientii nostrii. Incercati sa identificati un sudor care sa poata suda titan, iar noi cu mare placere va ajutam cu baghetele respective.
Foarte interesant articolul, iti mai trebuie si un pic de curaj ca sa te apuci sa sudez titanul :-)
Myltumim de clarificari!
Salut, din punctul meu de vedere nu e drac al dracului ...sudura titanului. Cel mai important este a realiza protectia perfecta de gaz de argon ca sa nu contaminezi materialul de titan. In rest, daca detii cunostinte de sudare in argon, eu zic ca este la indemana fiecaruia !
Intradevar, un articol complet despre sudarea titanului.
Multumim de aprecieri, ca info regasiti in stocul nostru cu livrare imediata cele mai utilizate baghete de titan pentru sudare (TITAN grad 2) la pachete de 1.0kg cat si blistere cu cateva fire, garantat la cele mai bune preturi din piata :-)
Mulțumesc frumos pentru informații, este bine de știut. Am de făcut câteva suduri cu titan. Dacă mi-ați putea recomanda in zonele: Oradea, Sibiu, Brașov sau Cluj-Napoca în ultimă instanță. Mulțumesc frumos!
Buna seara, contactati-ne la rubrica de contact. Multumim !
Salut ma puteți ajuta cu o baghetă de titan și să-mi explicați cu ce aparat de sudura se sudeaza
Buna ziua. La rubrica de baghete TIG / baghete TITAN o sa regasiti produsul nostru, unde la optiuni avem si posibilitatea de achizitie blister (nr redus de fire). Ca info, baghete de titan tinem/vindem in mod constant. Ca si echipament pretabil o sa va trebuiasca un TIG DC , si neaparat protectia totala de argon (cititi prezentarea de mai sus pentru a va fi totul clar). Multumim !
O sudura mica la o brățară de ceas în București unde o pot face?
Buna ziua. Daca doriti o bratara din titan, putin probabil sa gasiti pe cineva care sa o bricoleze :-)
Buna ziua, Am incercat sa sudez titan cu bagheta luata de la dvs, dar in anumite zone imi apar schimbari de culoare. Oare trebuie sa purjez mai mult argon in zonele respective? Multumesc
Buna ziua, Aceea modificare a culorii materialului de baza titan (orice grad ar fi / grad 2, 5, 7, etc) - modificarea texturii de culoare indica contaminare. Din acest punct de vedere se recomanda o protectie mult mai buna cu argon a baii sudate de titan. Nu ezitati sa ne contactati, ca sa va putem detalia tehnic mai ok cum sa procedati. Spor, zi faina !
Lasa un mesaj: