





















































27 oct.

Tipuri de aplicatii de reparatie la clestii diferitelor scule la cald.
Tehnologii de lucru si recomandari pentru toate tipurile de echipamente dotate cu clesti de prindere sau lucru.
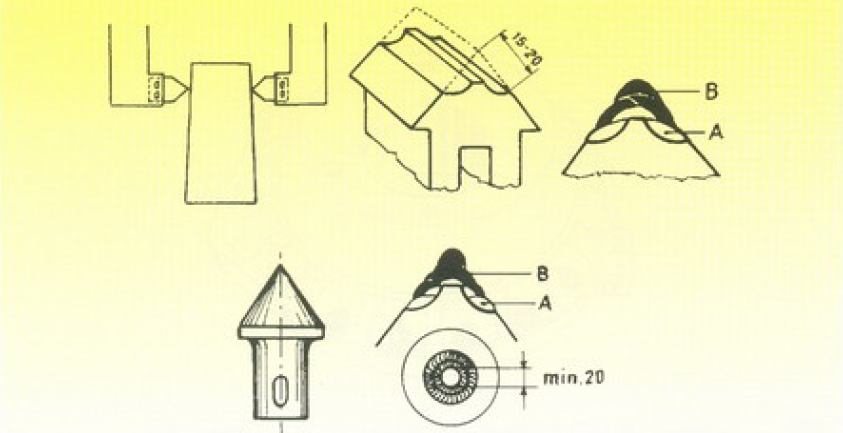
Se va executa un canal precum cel din figura de mai sus. Otelurile slab aliate din care sunt realizate diferite scule de lucru la cald - se vor preincalzi la 150-200 gC.
- Se depunde prin sudare un strat tampon cu electrodul Capilla 521 K (A).
- Incarcarea dura (B) se realizeaza cu electrodul Capilla 506 K . Daca este necesar sa se ontina un strat depus mai gros, atunci se mareste numarul de straturi depuse cu electrodul Capilla 521 K.
Propunerile de mai sus sunt cele recomandate intr-un mod profesional, "ca la carte" , cu toate ca materialele de adaos nu sunt cele mai ieftine, din cauza continutului foarte mare de cobalt ( > 60% ) . Aplicatia se poate realiza si cu consumabile mai ieftine, doar ca rezultatele in timp nu sunt cele mai benefice.
Avem posibilitatea sa ne mulam pe nevoile dvs si sa va indrumam sa realizati genul acesta de aplicatii de sudare a sculelor la cald.
Realizezi altfel aplicatia aceasta de reparatie a clestilor de prindere ? Hai sa detaliem mai jos !
Multumesc !
Lasa un mesaj: