










-70x70h.jpg "Sudura reparatie sertare vane - temperaturi mari")











































Otelurile greu sudabile au reprezentat o provocare din totdeauna chiar si pentru sudorii experimentati.
Ne propunem mai jos sa propunem catre dvs, doar cateva exemple de electrozi care se preteaza in genul acesta de aplicatii cand intalnim un otel care se sudeaza greu prin definitie.
In functie de gradul de aliere al materialului de baza, intalnim foarte des aceasta problema si cel mai indicat este sa evaluati foarte bine inainte de a va apuca sa sudati genul acesta de otel.
Cu o experienta de peste 20 de ani in acest domeniu specializat, consideram ca putem oferi suport in orice aplicatie speciala de sudare sau de brazare.
In domeniul reparatiilor si al intretinerii intampinam multe tipuri de oteluri care se considera a fi greu sudabile din cauza calibilitatii ridicate a acestora.
Printre otelurile greu sudabile putem enumera :
- oteluri cu continut mare de carbon
- oteluri cu rigiditate mare
- oteluri pentru arcuri
- oteluri tratate termic (innobilate)
- oteluri rezistente la coroziune
- oteluri cu o compozitie chimica necunoscuta
Otelurile cu compozitie chimica necunoscuta trebuie si ele considerate oteluri cu sudabilitate limitata pentru a se evita eventuale defecta la sudare.
In principiu este posibil ca toate aceste oteluri sa se sudeze cu materiale de adaos feritice corespunzatoare cu preincalzire si tratament termic dupa sudare pentru a se evita fisurarea din cauza hidrogenului din ZIT.
In cazul sudurilor pentru reparatii, deseori nu este posibil sa se utilizeze preincalzirea si nici tratamentul termic dupa sudare.
In aceste cazuri se aplica cea mai buna solutie de sudare cu materiale de adaos pe baza de inox austenitic sau de nichel. Riscult de fisurare se reduce printr-o mare solubilitate a hidrogenului si printr-o mai mare ductilitate a metalului depus.
Printre cele mai aplicate solutii practice, putem enumera (contactati-ne pe office@alloy.ro pentru consiliere tehnica exact)
- Capilla 51 Ti (sau sarme MIG/TIG similare)
- Capilla 52 K (sau sarme MIG/TIG similare)
- Capilla 6000 (sau sarme MIG/TIG similare)
Capilla 52 K (sau sarme MIG/TIG similare) - Au o mare capacitate de dilutie. Se ale cand sunt necesare rezistente mecanice mari. Continutul de ferita nediluata in metalul depus este deseori peste 40% , ceea ce poate favoriza fragilitizarea la aplicatii care lucreaza la temperaturi mai ridicate. Aceste tipuri sunt si cele mai bune solutii cand trebuie sa se sudeze materiale de o compozitie chimica necunoscuta.
Capilla 51 Ti (sau sarme MIG/TIG similare) - Depun un metal complet austenitic cu o rezistenta mecanica comparativ mai scazuta dar cu o rezistenta extrem de buna la fisurarea la solidificare. Acest metal depus relativ moale reduce tensiunile pentru orice tip de martensita care ar putea fi prezenta. De aceea acest tip de material de adaos poate fi cea mai buna solutie daca se poate accepta o rezistenta mecanica mai redusa.
Capilla 6000 (sau sarme MIG/TIG similare) - Aceste materiale sunt destinate imbinarilor de mare rezistenta, expuse temperaturilor de peste 200gC, precum sunt de ex imbinarile refractare din oteluri Cr-Mo rezistente la fluaj pana la oteluri inoxidabile. Aceste tipuri de materiale nu sunt sensibile la fragilizare, tratamente termice si reduc tensiunile din imbinare datorita ductilitatii ridicate. Se potrivesc foarte bine la sudarea materialelor groase (peste 25mm), deci in cazuri de imbinari multistrat.
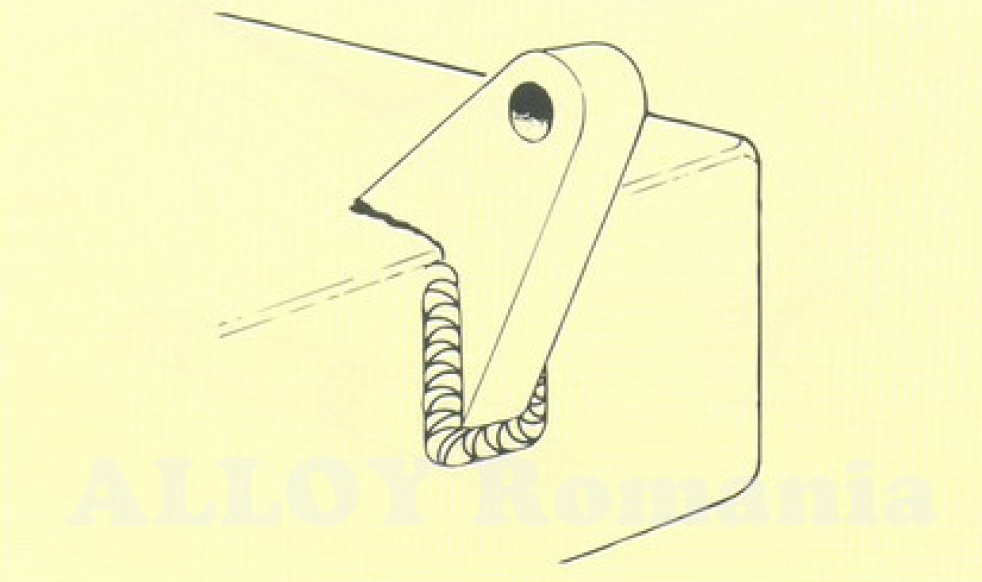
Urmatoarele imagini arata unele cazuri de aplicatii tipice la care se poate folosi sudarea cu electrozi Capilla 52 K
Reparatia suportilor rupti la o piesa turnata din otel-fonta cu electrozii Capilla 52 K (sau sarme MIG/TIG similare)
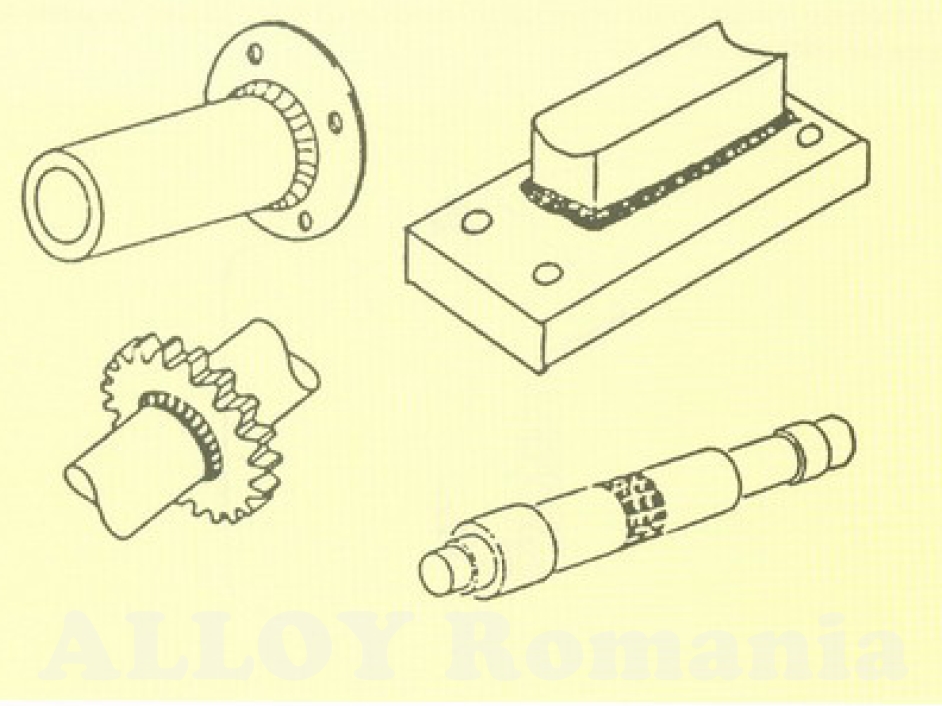
Repararea arborilor uzati din otel slab aliat cu electrozi Capilla 52 K (sau sarme MIG/TIG similare)
Diferite piese mecanice reparate cu ajutorul electrozilor Capilla 52 K (sau sarme MIG/TIG similare)
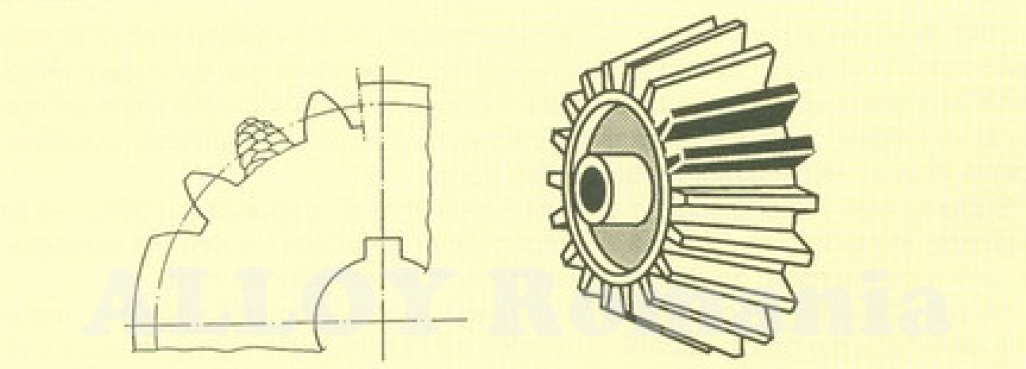
Repararea dintelui rupt de la roata dintata cu electrozii Capilla 52 K (sau sarme MIG/TIG similare)
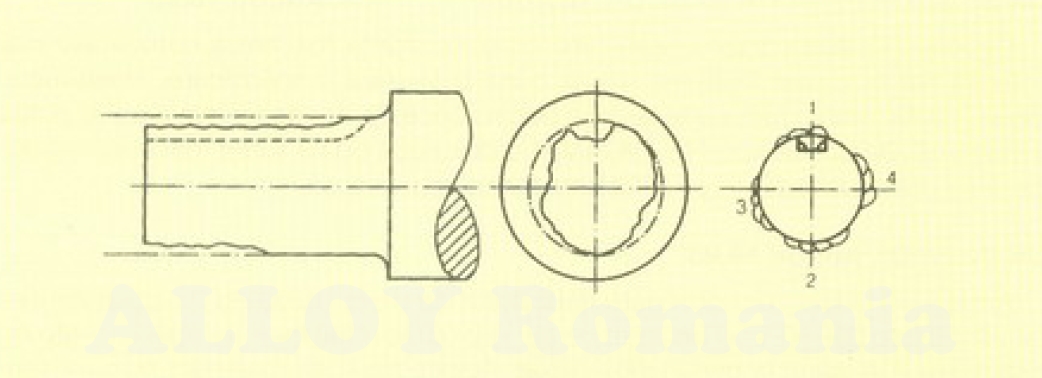
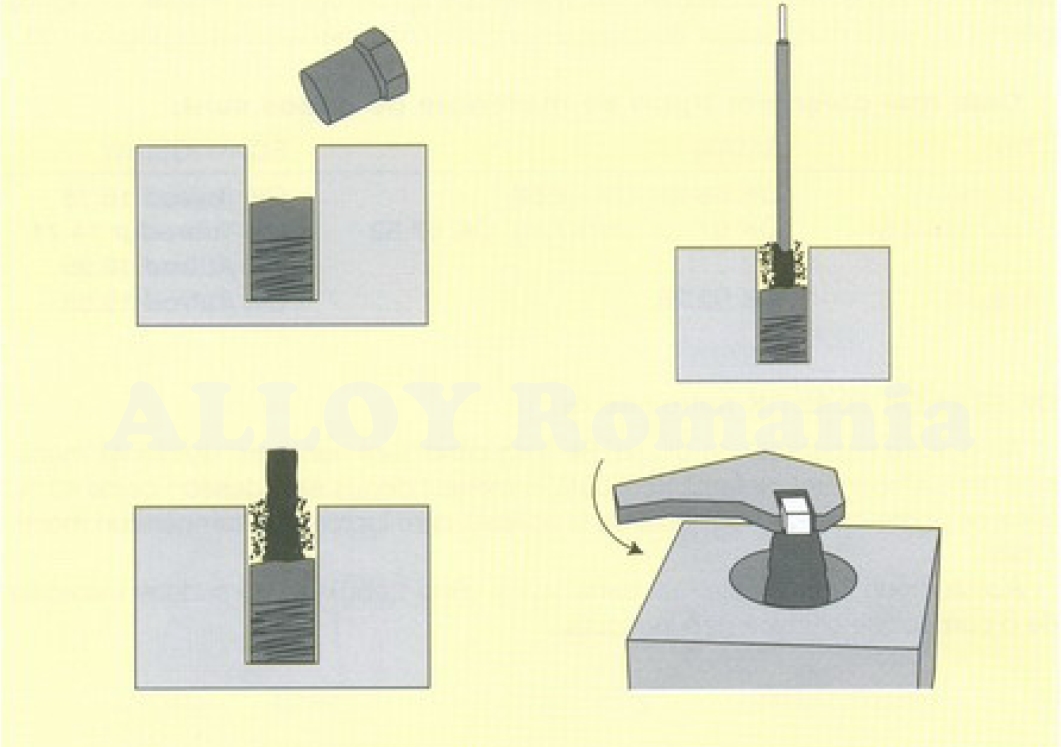
Extragerea si indepartarea bulonului rupt cu ajutorul electrozilor Capilla 52 K (sau sarme MIG/TIG similare)
Exemplele de mai sus de electrozi (sau sarmele TIG/MIG echivalente) sunt doar cateva exemple de materiale de adaos care se pot folosi in situatiile ivite cand suntem nevoiti sa sudam oteluri speciale, sau delicate la procedeul de sudare.
Intampini probleme la aplicatiile tale de sudare ? Te confrunti cu efecte de fisurare , sau pori in baia depusa ? Orice alta problema, nu ezita sa ne lasi mesaj ca sa dezbatem impreuna .
Multumesc , o zi buna va doresc !
5 Comentarii
Buna seara, din gama otelurilor greu sudabile, cum recomandati sudura materialelor de zirconiu ? Un partener de al meu negocieaza receptia unei lucrari si m-am oferit sa il ajut. Vor fi niste materiale din zirconiu si stiu ca se sudeaza foarte greu cu regim special. Multumesc !
Buna ziua, Intradevar zirconiul face parte din gama de aliaje/materiale greu sudabile, care se sudeaza in conditii speciale. trebuie o protectie 100% de argon (la fel ca la sudarea titanului) pentru a evita contaminari. Daca partenerul dvs obtine proiectul sa luati in considerare ca va putem furniza sarma 100% din zirconiu pentru aplicatii speciale. Multumesc !
Buna seara, din categoria otelurilor greu sudabile in cazul unei matrite care lucreaza la cald, ce tip de electrod recomandati ? Multumesc !
Intradevar, otelurile de scule pentru matrite se pot considera niste materiale greu sudabile. Tocmai de aceea alegerea materialului de adaos se face intr-o stransa corelatie cu tipul otelului de baza. Ceea ce punctam este avem in gama peste 30 de tipuri de electrozi pentru suduri dificile a matritelor, dar acestia se preteaza in mod explicit pe fiecare tip de material, totodata existand si sfaturi punctuale de a ii folosi. Specificati-ne ce tip de otel este matrita si o sa va raspundem cu tot cu solutie tehnica si modalitatea de a realiza aplicatia. Puteti sa ne apelati pe email. O seara buna !
Pentru repararea unei fisuri intr-o matrita din OLC 45 ce electrozi recomandati? Ceva de tipul Inconel? Va multumesc!
Buna seara, pentru otelul OLC45 implica obtinerea mai multor detalii din partea dvs. La ce grad de duritiate doriti stratul depus? Nu as suda cu Inconel, ci as alege un aliaj de sudare de tip otel special de scule. Sunt vreo 3-4 versiuni de aliaje de sudare care fac aliere corecta cu acest otel, dar sunt diferentiate de nivelul de duritate al stratului final. Contactati-ne pe email: tehnic@alloy.ro - ca sa continuam discutia tehnica. Este cert ca avem solutii, atat in MMA, TIG, MIG ...
Buna ziua
La reconditionarea unui ax ( prin inlocuirea unui capat si cepuire) am folosit OLC45. Ce electrozi recomandati avand in vedere ca dupa sudare piesa sudata se strunjeste.
Buna ziua, scuze de raspuns intarziat. Ideea este ca pentru acest tip de oteluri de scule (care intradevar sunt relativ greu sudabile daca abordarea tehnica nu este una corecta) - se folosesc niste electrozi speciali cu continut evaluat de carbon, carbura de crom, cat si carburi metalice, care genereaza duritiati in zonele de 30-55HRC (cu matrice specifica pentru frictiune metal-metal), dar care prin duritatea scazuta, cordoanele depuse se pot rectifica la masini-unelte. Cel mai indicat este sa ne contactati, deoarece in aplicatii de mentenanta, reparatii, aliaje greu sudabile, etc - chiar stim cu ce se mananca :-))
Buna ziua! Am încercat sa scot un cuplaj conic de pe linia axiala a unei nave, nu am reușit cu șuruburile de deblocare, am fost nevoit sa o crestez pentru a ieși de pe con .Acum sunt nevoit sa o sudez. Cupla este făcută din OLC 45 forjat. Mulțumesc
Buna ziua, Abordarea ca material de adaos sudura pentru OLC45 se realizeaza dpmdv in proces SMAW (electrod) sau si mai indicat GTAW (bagheta TIG) cu ajutorul unor materiale dedicate pentru oteluri de scule. Sunt aliaje de tip mediu-aliat, special dedicate. Si mai important este procedura de pregatire (pre/post sudura). Contactati-ne pe office@alloy.ro ca sa va furnizam si mai multe informatii. Multumim !
Lasa un mesaj: