






















































Utilizarea straturilor tampon si a straturilor pentru refacerea formei pieselor.
Vom analiza impreuna cu dvs importanta straturilor tampon sau intermediare (buffer) in aplicatiile de sudare.
Straturi tampon in sudare:
Straturile tampon se utilizeaza pentru separarea materialului de baza de materialul de incarcare dura in asa fel incat sa :
- sa asigure o buna aderenta si legatura cu materialul de baza
- sa evite aparitia fisurilor sub cordon induse de hidrogen chiar si la piese preincalzite
- sa minimizeze efectele tensiunilor interne rezultate prin sudare
- sa limiteze efectul dilutiei
- sa evite exfolierea straturilor dure ulterioare
- sa previna propagarea fisurilor eventuale aparute in stratul dur incarcat prin sudare in material de baza.
Drept straturi tampon la incarcare prin sudare, se folosesc de obicei materiale austenitice de adaos cu o ductilitate mare. Alegerea materialului de adaos depinde de tipul materialului de baza si de procedeul de incarcare prin sudare, precum exemplificare de mai jos :
Material de baza : 14% otel Mn :
- Suprafata uzata : Capilla 51 Ti (sau sarme echivalente - solicita informatii)
- Reparatia fisurilor : Capilla 52 K (sau sarme echivalente - solicita informatii)
Material de baza : otel slab aliat :
- 1 x strat de incarcare, fara rezistenta la impact - fara strat tampon
- 2 x straturi de incarcare cu rezistenta la impact : Capilla 51 Ti (sau sarme echivalente - solicita informatii)
- 2 x straturi de incarcare , cu aliaje de baza de Co si Ni : Capilla 51 Ti sau Capilla 52 K (sau sarme echivalente - solicita informatii)
Material de baza : oteluri calibile :
- 1 x strat de incarcare, fara rezistenta la impact - fara strat tampon
- 2 x straturi de incarcare cu rezistenta la impact : Capilla 51 Ti (sau sarme echivalente - solicita informatii)
- 1~2 x straturi de incarcare , cu aliaje de baza de Co si Ni : Capilla 51 Ti sau Capilla 52 K (sau sarme echivalente - solicita informatii)
Material de baza : oteluri 5-12%Cr :
- Placare prin sudare cu aliaje pe baza de Co sau pe baza de Ni : Capilla 51 Ti (sau sarme echivalente - solicita informatii)
Material de baza : oteluri 2-17%Cr :
- Incarcare cu acelasi tip de otel - fara strat tampon, in schimb necesita preincalzire
- 1~2 straturi de incarcare in vederea durificarii : Capilla 51 Ti sau Capilla 52 K (sau sarme echivalente - solicita informatii)
Material de baza : Fonte :
- Incarcare prin sudare : Capilla 55 FeNi sau Capilla 45 (sau sarme echivalente - solicita informatii)
Atunci cand se folosesc materiale de incarcare mai dure pe materil de baza mai moale (de ex: otel cu continut redus de carbon) , apare o tendinta de scufundare a stratului dur in materialul de baza maleabil (fig.A) . Aceasta poate cauza desprinderea stratului dur depus prin sudare. Pentru a preveni aceasta, pe componenta respectiva se aplica inainte de incarcarea dura, un strat tampon din material rezistent si tenace (fig. B)

Cand se depun prin sudare materiale casante de tipul materialelor cu continut de crom si aliaje de cobalt, recomandam sa se sudeze intai unul sau doua straturi de material austenitic. Dupa racire aceasta provoaca aparitia unor tensiuni de compresiune in straturile anterioare pe durata racirii, ceea ce duce la reducerea riscului de aparitie a fisurilor din stratul dur ce se va depune.
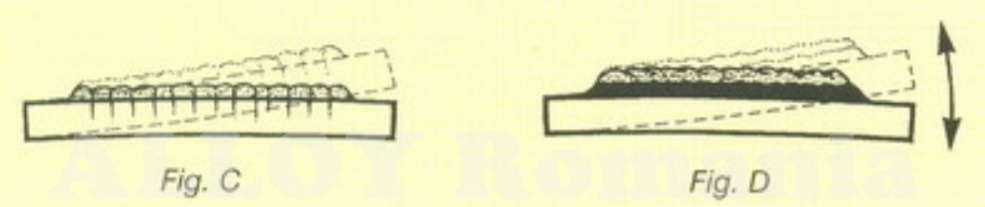
Multe depuneri dure pot prezenta mici retete de fisuri la solidificare. Aceste fisuri nu sunt periculoase din punct de vedere al functiei stratului de metal dur depus, de exemplu rezistent la abraziune, sunt insa periculoase pentru ca la lovituri puternice sau la indoirea pieselor respective se pot extinde in materialul de baza (fig. C) . Aceasta tendinta este mai expresiva cand materialul de baza este format de otel de mare rezistenta . Materialele de adaos potrivite pentru acest caz sunt electrozii Capilla 51 Ti (sau sarme echivalente - solicita informatii) .
Straturile tampon in sudare si refacerea formei si dimensiunilor piesei :
Cand piesa este foarte uzata atunci una din metode posibile de reparatie este refacerea formei sale initiale, prin incarcare cu ajutorul unui material de adaos cu o compozitie chimica asemanatoare cu materialul de baza din care este piesa confectionata. O alta metoda poate fi utilizarea alternativa a straturilor de material ductil si dur.
Mai jos in pagina regasiti tipurile de electrozi detaliati mai sus si care reprezinta solutii cu brio pentru aplicatiile unde sunt necesare acest gen de aplicatii de sudare.
Lasa un mesaj: