





















































31 oct.

Unelte sau cutite de taiere si forfecare la rece sau la cald (vezi cazuri mai jos).
Modalitati de reparatie a cutitelor de taiere cu consumabile de sudare.
Mediu de lucru a uneltelor de forfecare la rece.
Cutitele de forfecare pentru lucru la rece ale ghilotinelor se fabrica din oteluri aliate calite. La sudare trebuie sa se foloseasca un material de adaos cu o duritate asemanatoare.
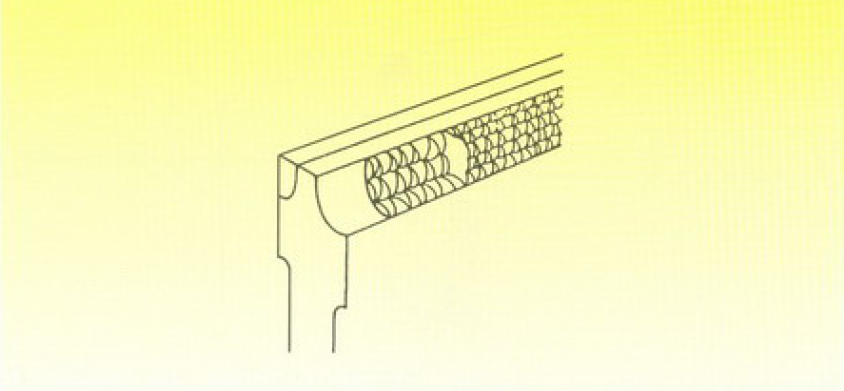
- Cutitele uzate se remedieaza asa cum se vede in figura. Verificati ca muchiile din zona de incarcare sa fie rotunjite.
- In functie de materialul de baza se foloseste o preincalzire la 200-300gC.
- Se sudeaza cu electrozii Capilla 53 , sau multe alte versiuni (rog sa ne contactati) .
- Dupa sudare piesa se va raci lent intr-un material izolant termic.
La fabricarea cutitelor noi se pot utiliza oteluri mai ieftine si numai muchiile de taiere vor fi realizate prin incarcare ulterioara.
Duritatea metalului depus cu Capilla 53 este de 60 HRC. Dar duritatea se poate mari prin revenire la cc 550gC/1 ora pana la valoarea de 65 HRC.
Mediu de lucru a uneltelor de forfecare la cald.
Cutitele pentru forfecare la cald se fabrica de obicei din oteluri tratate termic.
- Cu pregatirea si muchiile rotinjite trebuie procedat precum in cazul sculelor de lucru la rece de mai sus.
- Se recomanda preincalzirea la 200-300gC. Inainte sa fie incarcare fie cu electrod Capilla 506 K pe baza de cobalt, fie cu Capilla 5200 S pe baza de nichel, este recomandabil sa se depuna un strat tampon cu electrodul Capilla 52 K .
- Pentru incarcare se poate utiliza si electrodul Capilla 25 S care confera un metal depus de tip otel rapid.
Dupa sudare urmeaza o racire lenta intr-un invelis de material izolant termic. Muchiile de taiere se ascut prin polizare.
Este un proces nu tocmai usor, dar daca ne veti contacta 100% proiectul poate fi realizat. Asteptam sa ne scrii....
O zi placuta in continuare.....ce a mai ramas din ea !
Lasa un mesaj: