





















































Doresti un sfat? Oferim suport in orice aplicatie de SUDARE sau BRAZARE !

Doresti un sfat tehnic la aplicatia ta de sudare sau brazare?
Nu stii cum sa rezolvi proiectul tau ? ALLOY Romania te sfatuieste gratuit !
 Cu un personal implicat de peste 20 de ani in cele mai complexe aplicatii de sudare si brazare, ALLOY Romania iti poate oferi un sfat practic, o recomandare profesionista in cazul in care intampini probleme in realizarea aplicatiei, proiectului tau de sudare sau brazare.
Cu un personal implicat de peste 20 de ani in cele mai complexe aplicatii de sudare si brazare, ALLOY Romania iti poate oferi un sfat practic, o recomandare profesionista in cazul in care intampini probleme in realizarea aplicatiei, proiectului tau de sudare sau brazare.
Daca te aflii intr-una din situatiile de mai jos, nu ezita sa ne scrii mai jos, deoarece te vom consilia in mod gratuit.
- Nu stiu ce material de adaos sudura sau brazare sa folosesc ? - Avem solutie pentru absolut orice material, de la consumabile nealiate pana la aliaje pure de magneziu, zirconiu, titan, etc.
- Nu stiu ce procedeu este mai indicat in aplicatia mea : MMA (electrod invelit) ; MIG-MAG (sarma plina/tubulara la rola) ; TIG-WIG (baghete sudura in strat protectiv de argon) ; etc ? - In functie de aplicatia ta si accesul la anumite tipuri de echipamente sau experienta ta, iti putem recomanda cele mai indicate abordari tehnice.
- Nu stiu cum sa identific materialul de baza (tablele) ce urmeaza a fi sudat sau brazat ? - Avem metode practice, dar simple la indemana ta, prin care putem identifica materialul tau
- Nu stiu sa fac reglajele la aparatul meu de sudura ca sa pot suda in proiectul meu ? - Simplu, noi te vom ajuta !
- De ce apar fisuri, porozitati, si multe alte probleme ? - Avem expertiza de peste 20 de ani in cele mai grele aplicatii de sudare, chiar te putem ajuta !!
- Ce gaz protector sa folosesc ? - Pentru orice aliaj de sudura in functie de procedeul abordat te vom informa ce gaz sa utilizezi.
- Cum reglez flacara in functie de aplicatia mea de brazare ? - Tu da-ne detalii explicite, iar noi te vom sfatui exact bazele tehnologiei de brazare.
- Ce bagheta de brazare sa folosesc ? - Avem raspunsuri pentru toate tipurile de aliajele de brazare, de la imbinari cupru-cupru; aluminiu-cupru; otel-inox; inox-cupru; alame-cupru; bronz-inox; si multe altele...
- Si multe...multe alte intrebari despre sudura sau brazare ? - Cu siguranta vom gasi o solutie si o recomandare pentru tine !!
Cum sa utilizez acest blog ca sa detaliez aplicatia mea de sudare sau brazare ?
1 - Explica cat mai bine aplicatia ta, incluzand informatii despre materiale(table), aparatura, experienta, probleme ivite, ce ai mai folosit, etc.
Vezi jos in pagina rubrica unde poti lasa mesajul tau (arata precum poza alaturata).
2 - Dupa ce iti vom raspunde la intrebarea ta, daca iti solicitam intrebari suplimentare, sau doresti sa ne raspunzi, foloseste butonul de "REPLY" din dreptul topicului tau, ca sa existe un istoric al discutiei si pentru o urmarire facila de ambele parti. In sens contrar, raspunsul tau va fi identificat ca topic nou de discutie. Orice alta persoana poate plasa comentarii la un anumit topic, doar sa aiba in atentie sa foloseasca butonul de "REPLY" al respectivului topic la care doreste sa comenteze.
Vezi mai jos exemplu:
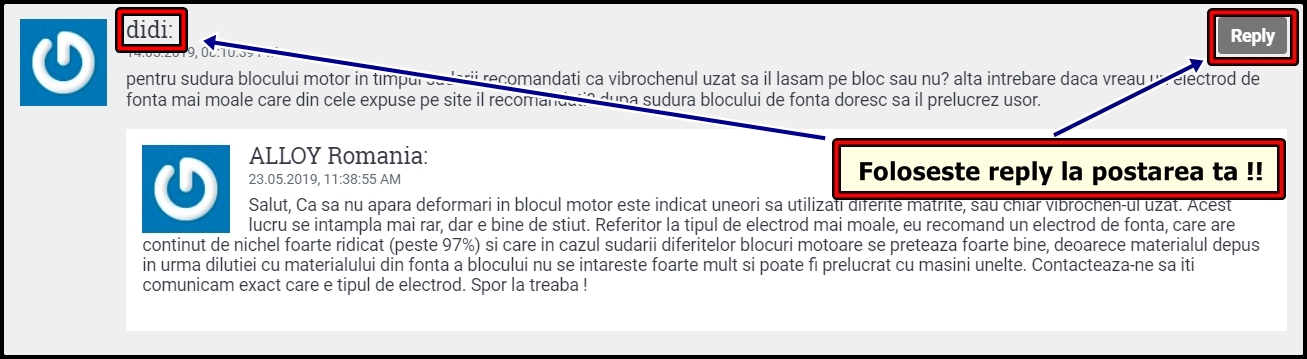
Oricine este invitat la lase intrebari despre aplicatii de sudare sau brazare, deasemenea chiar sa lase comentariile altor colegi care au scris anterior, doar ca recomandam sa folositi butonul de "REPLY" din dreptul topicului de discutie.
Va asteptam cu drag,
O dupa-amiaza placuta !
7 Comentarii
Incerc sa sudez cap la cap teava din otel zincat,care e supusa la presiune de apa de 4-5 bari dar nu stiu cum sa evit porii care imi raman. Sudez cu invertor la 220V cu electrod bazic de 3.2mm. rog mult o recomandare, sau ce anume gresesc, deoarece de foarte mult timp mi se intampla aceasta neconformitate de sudare. Multumesc anticipat !
Salut, Laudabila initiativa acestui topic. Pe o tabla de otel ( cred OL 52 ) doresc sa sudez niste aripi din inox (nu stiu ce inox este) . Am invertor cu electrozi, recomanda-mi va rog cu ce electrod pot suda. Multumesc !
Salut Iustin, recomandarea mea pentru imbinari sudate intre otel carbon si inox (tind sa cred ca este un inox tip 304) este cu electrod cu continut 23 crom / 12 nichel. Produsul il poti gasi accesand meniul de produse conform indicatii : Sudura => Electrozi => Electrozi inox => 309 - electrozi inox 309.
salut. doresc un sfat ca sa pot suda o bucsa de cupru de o placa de otel ca sa pot realiza o sudura rezistenta. am mai incercat si in trecut cu fel si fel de recomandari gresite dar fara reusita. imi puteti spune o recomandare? multumesc
Salut, noi pentru sudarea otel carbon + cupru recomandam o tehnica de tapetare a suprafetelor cu doua tipuri de electrod. In prima faza sfatuim aplicarea unui strat de nichel continut mare pe materialul de otel carbon, ca ulterior imbinarea sa fie facuta cu un electrod de Ni-Cu. In cazul tau, poti aplica direct cu un electrod Monel 400 care va realiza imbinarea intre placa ta de otel si bucsa de cupru. Produsul il gasesti in magazinul nostru online urmand pasii : Sudura => Electrozi => Electrozi speciali => MONEL 400 - electrod E NiCu-7. Spor la treaba, daca mai aveti alte intrebari rog sa ne informati.
Salut, eu am cumparat de la voi un tip de electrozi de incarcare dura Capilla 540 Nb (am comandat direct de pe site fara sa imi recomandati dvs). Eu am un echipament cu ciocane de concasat piatra care sunt supuse la impact. Citind cu atentie meniurile voastre am observat ca sunt alti electrozi recomandati pentru impact, iar cei comandati se preteaza pentru abraziune si nu impact. Confirmati acest lucru? Mersi
Buna ziua, intradevar electrozii de incarcare dura se recomanda in functie de factorii de uzura, gen : abraziune, impact, compresiune, coroziune, temperaturi lucru, etc. Orice material depus se comporta diferit daca nu este ales corect. Dvs ati ales un electrod de incarcare dura pentru abraziune si trebuia unul dedicat pentru impact. Matricea depusa in cazul celui rezistent la abraziune este diferita fata de cel rezistent la impact/compresiune. Electrodul corect este cel care o sa il regasiti in produsele noastre, urmand pasii : Sudura => Electrozi => Electrozi incarcare dura => IMPACT F.MARE/durificare in timp - electrozi.
Buna ziua, apreciez sfatul vostru referitor la sudarea sau brazarea a unor saibe subtiri de otel peste o baza de inox 304. Metionez ca grosimea saibii este de 0.5mm iar diametrul exterior acestora fiind de 3cm. Rog sfatul dvs tehnic. Multumesc !
Am cumparat de la dvs electrozi sormait de care sunt foarte multumit. Am o singura nelamurire si as dori un sfat sau o clarificare : electrodul de incarcare realizeaza din testele mele un strat foarte dure (am testat si cu polizorul si este aproape imposibil de creat uzura), dar ramane un strat final cu niste microfisurat, lucru pe care il mentionati si voi in fisa tehnica a produsului. Va rog lamuriti-ma si pe mine de ce se intampla acest lucru, doresc recomandarea dvs. Multumesc, cu stima Viorel.
Bună ziua! În timpul liber mă mai "joc" de-a sudura. Aș vrea să îmi cumpăr un aparat cu care să pot suda și tabla de inox (alimentar).pe lângă îmbinările uzuale care se ivesc într-o gospodărie (în general oțel - oțel).
Fără a se considera reclamă vă rog să îmi recomandați un aparat (sau ce specificații /caracteristici să îndeplinească un aparat /invertor) și care metodă de sudură ar fi indicată în cazul meu :
1 sudură cu electrod ( ce tip de electrod?)
2 sudura tig-wig
Menționez că bugetul ar fi de 2000 lei.
Dacă în detaliile oferite s-au strecurat greșeli de ordin tehnic vă rog să le scuzați nu am o pregătire de sudor, profesia mea nu are nimic în legătură cu sudura. Mulțumesc anticipat!
Lasa un mesaj: