





















































Electrozi fonta cu specificatii detaliate pentru sudarea MMA.
Electrod pentru fonta care reprezinta solutii tehnice dedicate pentru sudare a materialelor din fonte prin procedeul de sudura manual electric.
In prima parte detaliem procedeul de sudare a aliajelor de fonta cu electrod, iar in josul paginii regasesti tipurile de electrozi din gama.
Va propunem solutii tehnice de materiale de adaos pentru sudarea aliajelor de fonta prin procedeul electric-manual, diferentiate prin tip de aliere, nivel de pret, posibilitatea de prelucrare, rata de depunere, etc.
Rezumand , va oferim cei mai ieftini electrozi FeNi pentru sudarea fontelor din piata pentru aplicatii acolo unde NU este nevoie de prelucrari la cote cu masini unelte. Deasemenea electrod pentru fonte cu randament mare de depunere care nu induc temperaturi mari in materialul de baza fata de electrozii standard. Sau electrozi standard ca si invelis la preturi foarte competitive., cat si electrozi de tip NiCu , sau Nichel pur.
 Garantat unul dintre cele mai bune rapoarte PRET / CALITATE din piata. Made in Germania & Franta.
Garantat unul dintre cele mai bune rapoarte PRET / CALITATE din piata. Made in Germania & Franta.
Cum poti diferentia aliajele de fonta fata de otelurile turnate ca sa poti realiza o sudura conforma cu electrodul pentru fonta?
Metoda ciocanului:
Aliaje de fonta - partea decupata este sub forma de fragmente
Oteluri turnate - partea decupata are forma continua


Metoda polizorului:
- Aliaje de fonta - scanteile prezinta aceasta forma ramificata
- Oteluri turnate - scanteile prezinta aceasta forma alungita


Recomandari sanfren in functie de grosime pentru sudarea cu electrod pentru fonta:
- Materiale cu grosimi pana la 20mm
- Materiale cu grosimi 20-40mm
- Materiale cu grosimi peste 40mm
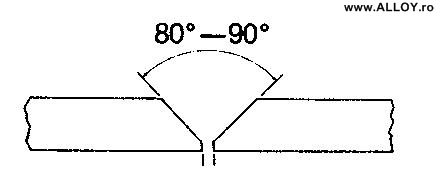
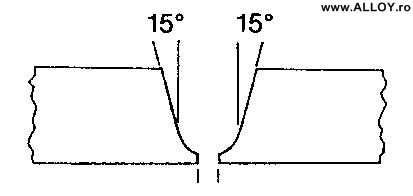
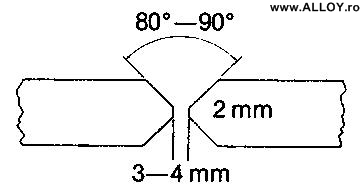
- Deschiderea sanfrenului trebuie sa fie mai mare decat cel folosit la sudarea otelurilor standard.
- Toate muchiile trebuiesc rotunjite.
- In general se prefera sanfrenele pentre fonta in U.
- Fisurile fontelor trebuiesc deschise complet ca sa fie accesibile.
- In cazul repararii fisurilor aliajelor de fonta cu electrod, trebuie la fiecare capat al fisurii sa se realizeze o gaura , pentru a impiedica propagarea fisurii in timpul procesului de sudare (a se vedea poza mai jos).

Deoarece sunt poroase, piesele din fonta in timpul functionarii absorb ulei si alte lichide, care pot afecta sudabilitatea, din aceasta cauza trebuiesc indepartate in prealabil de sudura cu electrod pentru fonte. Pentru a le arde si a le indeparta este necesara incalzirea materialului de baza. In mult cazuri acest lucru nu se poate realiza din cauza formei si dimensiunilor nefavorabile sau din cauza timpului limitat de reparatie.
Una dintre posibilitatile de rezolvare a acestei probleme a fontei este utilizarea pentru pregatirea sanfrenului cu electrozii speciali de craituire (a nu se confunda cu electrozii standard de carbune - craituire, sunt electrozi speciali conceputi pentru aceasta aplicatie si care se utilizeaza cu aparat standard de sudare) - click pe denumire: capilla® 50 B . Sunt excelenti pentru repararea pieselor din fonta deoarece usuca si ard impuritatile de la suprafata sau uleiul impregnat in materialul de fonta, reducand riscul de fisurare si aparitia porilor. La o polizare obisnuita impuritatile si grafitul din fonta se intind pe suprafata canalului si la sudare pot creea probleme.
Fisura in materialul de fonta imbibata de ulei, inainte de craituire.
Dupa aplicarea cu electrod de craituire capilla® 50 B , cu zona curatata de ulei.


Cum se sudeaza fonta cu electrod:

|


Sudarea fontei la rece cu electrod invelit:
In majoritatea cazurilor, reparatiile pieselor de fonta se realizeaza prin sudare manuala cu arc electric, cu electrozi inveliti dezvoltati pentru sudura fontei. La ora actuala, fonta se sudeaza mai mult la rece (fara preincalzire) utilizand urmatoarele tehnici de lucru:
- se depun prin sudare cordoane scurte (20-30mm) in functie de grosime.
- se folosesc electrozi fonta de diametru mic si curent scazut de sudare.
- temperatura intre straturi trebuie sa fie in orice situatie sub 100gC.
- imediat dupa incarcare cu electrodul se indeparteaza zgura si suprafata cordonului depus din fonta se ciocaneste cu un ciocan cu varf rotunjit.
Cand sudam fonta la rece cu electrod e indicat a se utiliza un amperaj cat mai scazut. In felul acesta este evitata fuziunea profunda intre materialul de baza si electrodul de fonta care poate aduce in baia de sudura mai mult grafit decat trebuie. In aceste situatii nedorite, acest grafit poate da nastere la carburi de fier rezultand zone foarte dure atunci cand materialul se raceste. Totodata la amperaje mari care genereaza caldura foarte multa aparand riscul de fisurare.
Scopul acestei tehnici este de a impiedica aparitia fazelor fragile. In plus tensiunile interne , aparute din cauza racirii metalului depus de la straturile ulterioare vor influenta mai mult materialul stratului de placare cu plasticitate ridicata , decat zona zona de legatura fragila a materialului de baza.
Cum alegem tipurile de electrozi pentru fonta in functie de aplicatie si tipul fontei.
Cele mai uzuale sunt electrozii de aliati cu Nichel si Fier, deoarece se preteaza la marea majoritate a aliajelor de fonta, au un comportament foarte bun la sudare si nu in ultimul rand, deloc de neglijat sunt si cei mai ieftini (mult mai ieftini decat electrozii cu nichel aproape pur).
- In aplicatiile unde nu se doreste o rectificare cu diferite masini unelte aschietoare, strunguri, etc => recomandam electrodul aliat Fier-Nichel-Titan, care depune un cordon care se aliaja foarte bine cu baza de fonta, doar ca este mai dur si nu se poate prelucra usor cu acest gen de unelte de rectificare. In schimb se poate poliza usor . Totodata acest tip de electrod este si cel mai ieftin tip de electrod pentru fonta din piata !! Cititi mai jos despre Capilla®41.
- In aplicatiile unde se doreste un randament superior de depunere , pastrand un amperaj asemanator, implicit aceeasi caldura indusa in materialul de fonta, recomandam electrodul Capilla® FeNi55.
- In aplicatiile in care se doresc depunerea unor cordoane subtiri, fine pe aliajele de fonta ce urmeaza a fi sudate recomandam Selectarc® Ferro Ni.
- Electrozii cu nichel aproape pur ( Selectarc® Fonte Ni ) cat si cei aliati cu Nichel si Cupru ( Capilla®44 ) sunt utilizati doar in anumite cazuri, in functie de aplicatie si baza aliajului de fonta. Recomandam sa ne contactati in prealabil.
Cu toate ca este o categorie dedicata electrozilor pentru fonta, va informam ca in cazul in care aveti posibilitatea de a utiliza un echipament TIG/WIG (sudura in argon) => este de a incerca sudarea TIG/WIG a aliajelor de fonta cu baghete dedicate acestui procedeu (continut de peste 55% nichel).
Din experienta proprie de peste 20 de ani in domeniu, va pot informa si sfatui ca este net superior procedeului de sudare a aliajelor de fonta cu electrod invelit din toate punctele de vedere !!! Aceste baghete se regasesc pe stocul nostru in mod uzual, la pachete de 1.0kg si diametre de 1.6/2.0/2.4*1000mm . Click pe denumire pentru mai multe detalii : Dratec® DT-NiFe .
Mai jos regasiti lista cu electrozii de sudare destinati aliajelor de fonta.
La preturile de mai jos, pentru partenerii ALLOY Romania, sau cantitati mari , se pot acorda discount-uri notabile !







